(Prefer videos? Watch a brief summary of this article below.)
In manufacturing, people movement is never just foot traffic. It affects safety, production flow, audits, and emergency response. Entry tracking systems provide plants with a real-time view of who is on site, where they are authorized to go, and whether they comply with the rules for that space. That turns a basic sign-in process into a practical layer of protection and operational insight.
Key Facts at a Glance
- Entry tracking systems replace paper logs with real-time, searchable records.
- They support manufacturing access control without slowing down shift changes or contractor arrivals.
- Digital access logging improves workplace safety tracking and emergency mustering.
- Audit-ready reports support ISO-aligned processes and internal compliance checks.
- Modern systems can connect visitor tracking software, HR data, badge printing, and door access.
- Manufacturers can use entry data to improve staffing, billing, and site security.
What Are Entry Tracking Systems?
At a factory, the front door is only the start. The real question is what happens after someone enters.
Definition and purpose
Entry tracking systems are digital tools that record when employees, visitors, suppliers, and contractors arrive, move through controlled areas, and leave. They create structured employee entry logs and visitor records, rather than relying on clipboards or scattered spreadsheets.
Their purpose is simple: verify identity, apply the appropriate access rules, and ensure a reliable record of on-site presence.
Why they matter in manufacturing environments
Manufacturing sites are busy, layered, and risk-sensitive. You may have loading bays, production halls, maintenance rooms, labs, and hazardous zones operating simultaneously.
That makes factory entry monitoring far more important than a standard office reception. A missed check-in, an expired certification, or an open side entrance can quickly become a safety problem.
From manual logs to digital tracking solutions
Paper logs slow teams down and leave gaps. Names are hard to read. Check-out is often forgotten. Reports take too long to assemble.
Digital systems change that. With a visitor management system, manufacturers can standardize entry, issue badges, collect acknowledgments, and maintain real-time entry data within a single workflow.
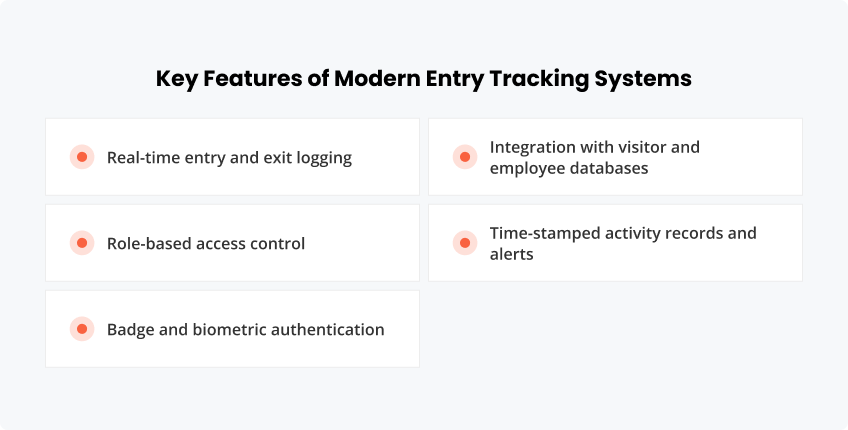
Key Features of Modern Entry Tracking Systems
The best systems do more than open doors. They connect identity, permission, and proof.
Real-time entry and exit logging
Every check-in and check-out is time-stamped. That gives security and operations teams a live answer to a critical question: who is on site right now?
It also improves workplace safety tracking during peak periods such as shift starts, maintenance windows, and contractor surges.
Role-based access control
Not everyone should go everywhere. A vendor may need entry to the receiving room, while a maintenance contractor may need access only to one machine room.
Role-based permissions help enforce zone access control without manual guesswork. Access is tied to visitor type, host approval, training status, or schedule.
Badge and biometric authentication
Entry badges for factories still matter because they make authorization visible. Add QR codes, RFID, PINs, or biometric check-in, and the process becomes faster and harder to bypass.
For industrial sites, the goal is not friction. It is controlled speed.
Integration with visitor and employee databases
A modern contractor check-in system should not live in isolation. It should pull approved data from HR, directories, or pre-registration workflows.
That is where visitor and workforce access management for manufacturing becomes valuable. It connects visitor and workforce processes so security, EHS, and operations follow the same source of truth.
Time-stamped activity records and alerts
Digital access logging creates a clean trail for reviews and alerts. Teams can flag late departures, after-hours entries, or failed attempts to enter restricted spaces.
That is not just documentation. It is manufacturing site security with context.
Enhancing Workplace Safety
Safety improves when visibility improves. The system should help before an incident, not only after one.
Monitoring who is on site and where
Personnel movement tracking helps plant leaders see whether the right people are in the right zones at the right time. That matters during outages, inspections, machine servicing, and temporary shutdowns.
It also reduces the blind spots that come with temporary workers and rotating crews.
Emergency mustering and evacuation readiness
In an emergency, speed matters. So does certainty.
Emergency action plan standards require procedures for reporting emergencies and accounting for employees after evacuation. A digital, evacuation-ready access system supports this process by providing teams with a real-time list of who is inside and who needs to be accounted for.
Some spaces carry higher consequences. Think chemical storage, energized equipment areas, quality labs, or clean production cells.
Entry tracking systems help ensure only approved and certified personnel can enter those areas. That reduces exposure, protects product integrity, and reinforces industrial compliance solutions in daily operations.
Connect check-in, badging, and access decisions into a single manufacturing-ready flow.
Supporting Regulatory Compliance
Compliance is easier when the process is built into the entry point.
OSHA and ISO-aligned entry protocols
A robust system can provide safety instructions, capture acknowledgments, and verify prerequisites before granting access. In the US, that supports OSHA-aligned processes. It also complements ISO 45001-style safety management by making procedures consistent and repeatable.
Access reports for audits and inspections
Audit-compliant access logs are one of the clearest advantages of digital entry control. Instead of reconstructing events from paper sheets, teams can export filtered reports by date, zone, contractor, or host.
That saves time during internal reviews, customer audits, and regulatory inspections.
Ensuring only certified personnel enter specific zones
This is where manufacturing access control becomes operational rather than theoretical. If forklift training, PPE confirmation, or cleanroom clearance is required, the system can check status before granting access.
The result is simple but powerful: policy enforcement at the point of entry.
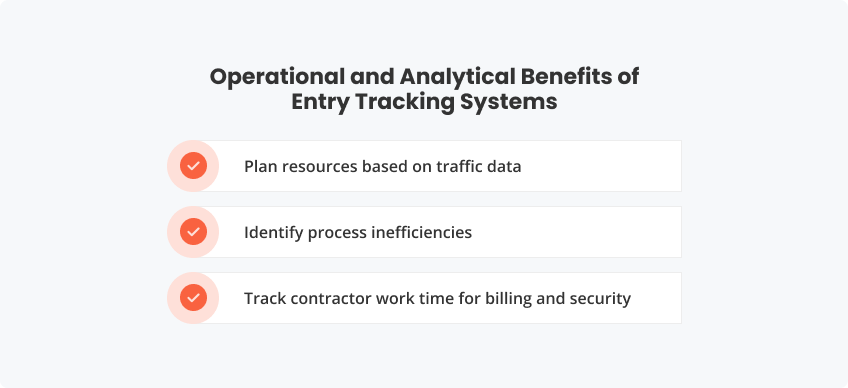
Operational and Analytical Benefits
Once entry data is clean, it starts paying off in ways security teams notice immediately.
Resource planning based on traffic data
Traffic patterns reveal pressure points. You can see when entrances back up, when reception coverage is thin, or when contractor arrivals clash with shift turnover.
That helps teams place kiosks and staff checkpoints, reducing delays. In factories and warehouses, layout can matter as much as software.
Identifying process inefficiencies
Real-time dashboards and historical trends expose weak spots. Perhaps one gate is handling too many deliveries. Perhaps visitors are waiting too long for host approval. Maybe the badge printer is placed too far from the entrance.
Small delays add up. Entry data makes them visible.
Tracking contractor work time for billing and security
Contractor access monitoring is not just about risk. It also supports billing, proof of presence, and service verification.
When arrivals, exits, and zone access are logged consistently, disputes shrink, and oversight improves.
Integration and Scalability
A good system should fit the plant you have now and the one you are building next.
Linking to access control and HR systems
The strongest setups connect entry workflows to employee directories, badge printers, and physical access control. That reduces duplicate admin and keeps permissions aligned.
The friendlyway Cloud Platform is designed for a connected experience across visitor management, badging, and workforce workflows.
Cloud-based vs on-premises setups
Cloud systems are easier to scale and update. On-premises setups may suit stricter IT policies or isolated environments.
The right choice depends on your network model, compliance needs, and internal support capacity. What matters most is control, uptime, and clean data flow.
Multi-site manufacturing facility support
For groups with several plants, standardization is a major win. Shared policies, shared reporting, and local workflows can coexist.
That helps corporate security teams compare sites without forcing every facility into the same front-desk reality.
Use Cases in Manufacturing
This is where entry tracking stops sounding abstract and starts solving real plant problems.
Shift management and attendance tracking
Employee entry logs help verify arrivals, late starts, and handovers. That supports visibility into attendance without relying on manual sign-off.
It also gives supervisors a clearer view of on-site staffing.
Contractor and supplier entry control
Contractors often present the biggest check-in challenge. They arrive in waves, require temporary permissions, and may need safety briefings before work starts.
A digital contractor check-in system can verify identities, collect signatures, print badges, and notify hosts in a single pass. Pair that with the right visitor management hardware, and the process at the gate becomes faster, not slower.
High-security and cleanroom access tracking
High-security areas need layered checks. Cleanrooms need rule enforcement. Both need proof.
Entry tracking systems help document who entered, when they entered, and whether they met the access conditions. For regulated manufacturing, that record is often just as important as the door itself.
Turn entry data into safer operations, cleaner audits, and better site visibility.
Entry tracking systems are no longer just a security add-on. In manufacturing, they are part of the operating model. When entry is digital, controlled, and connected, plants become safer, audits become easier, and daily decisions get sharper. That is the real value: not just knowing who came in, but using that knowledge to run the site better.
FAQ
Yes. Small sites often benefit quickly by removing manual admin and improving visibility without requiring a large reception team.
That depends on your policy, legal obligations, and purpose. Under GDPR principles, personal data should not be stored longer than necessary; retention should be defined and justified.
Yes, if the system is configured correctly. That means collecting only needed data, securing access, setting retention rules, and keeping processing tied to clear business purposes.
Most modern platforms support badges, QR codes, PINs, RFID, photo capture, and biometric check-in. The right mix depends on your risk level and throughput needs.
It provides an up-to-date list of who is on site, which supports mustering, roll calls, and faster decision-making when every minute counts.